


螺旋风管焊接前的准备工作:
1、根据螺旋风管板厚的形状,可采用机械加工、等离子孤切、碳弧气刨等方法对下料坡口进行加工。
2、同时为避免飞溅金属造成伤害,所以在采用手工焊接、开槽、手工焊接的过程中,应该在坡口两侧涂上石灰粉。
3、如果是斜口型式其宜采用V型坡口,需采用较小的焊接电流,可防止不锈钢产生晶间腐蚀。为了使接头具有同样的性能,它应该按照“等成分”的原则对焊料进行焊接。






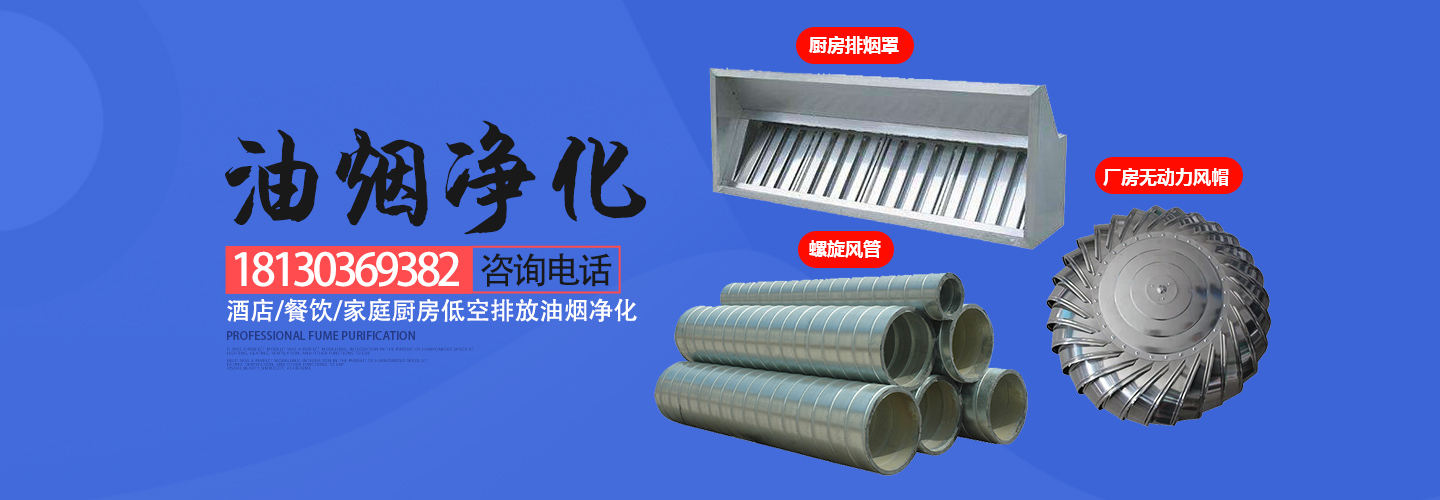
螺旋风管的优势:
(1)螺旋风管的安装减少了管与管之间的连接点,使管件结合部的泄漏减少到低程度,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
(2)标准化产品。
螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工业化的质量控制。
(3)安装费用低。


1操控出风、回风间隔,防止空气对流时自激表象和小循环空间。
2、螺旋风管风机叶轮体系动平衡校调合理正常正负不大于5丝的高低。
3、软接头设备标准,防止软接帆布松垮发生风阻而形成风噪。
4、悬挂选用趁便绷簧避震专职的连接器,减轻作业时因扭力发生的跳动或共频。
5、螺旋风管风道转角尽量削减
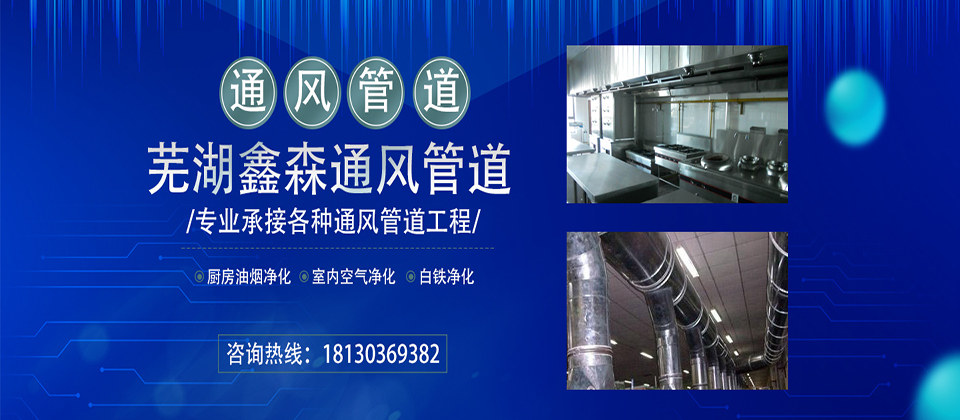
通风管道的安装准备工作:
1、通风管道在运输至施工现场之后,先要对管道的表面进行清理,确保没有杂质或油污存在;然后按照图纸标注对现场预留孔洞的位置、尺寸一一核对,并清扫周围的垃圾,搬移施工过程中可能阻碍施工的物体。
2、仔细各节通风管道的平整度和水平度,对出现变形和扭曲的管道及时修复或更换。风管口表面应保持平整,偏差不能大于2毫米,矩形风口对角线之差不超过3毫米。
3、各吊、支、托架应保持在一个水平高度,并安装牢固,抱箍的圆弧应均匀。


您好,欢迎莅临芜湖鑫森,欢迎咨询...
 触屏版二维码 |





